
– File chạy Tia portal V16 trở lên
– Lập trình trên PLC-S71200
– Hỗ trợ khi lỗi qua zalo 0904 701 605
– File cập nhật năm 2024
Giảm giá!
Lập trình máy ép nhựa tự động – Tia portal + PLC S71200
20,000₫ – 50,000₫
Nguyên lý vận hành
Hệ thống có 2 chế độ làm việc: Tự động và bằng tay
- Chế độ bằng tay: Các thiết bị được vận hành độc lập bằng nút nhấn on/off
- Chế độ tự động
- Ấn nút Start hệ thống bắt đầu khởi động, cấp điện cho băng tải, máy nghiền chạy.
- Ấn nút Stop hệ thống dừng.
- Người thao tác cấp nguyên liệu vào thùng chứa nhựa, cảm biến mức ở đáy thùng phát hiện có vật liệu kích hoạt máy sấy (material dryer) bắt đầu hút nguyên liệu và sấy khô ở nhiệt độ 130 (có thể cài đặt được) độ trong vòng 15 giây (có thể cài đặt được).
- Sau khi đc sấy nguyên liệu được được chuyển qua phễu của máy đúc bằng hệ thống hút nguyên liệu liên kết giữa máy sấy và máy đúc.
- Nguyên liệu bắt đầu đi vào xilanh qua cảm biến CB1, các tấm nhiệt (heater) được cung cấp nhiệt làm nóng chảy nhựa qua bộ gia nhiệt (Q2) ở nhiệt độ 180(có thể cài đặt được). độ trong 15s (có thể cài đặt được).
- Sau 15s (có thể cài đặt được) động cơ xilanh (Q3) bắt đầu đẩy nhựa từ xilanh vào khuôn với tốc độ 0.1m/s làm cho cảm biến dò kim loại (CB2) mất tín hiệu đồng thời van chặn (Q4) giữa xilanh và khuôn cũng bắt đầu mở ra.
- Nhựa được phun vào khuôn trong 15s(có thể cài đặt được) sau đó van chặn (Q4) đóng lại trạng thái ban đầu, xilanh (Q3) trở về vị trí ban đầu với tốc độ 0.1m/s khi về đến vị trí ban đầu cảm biến (CB2) có tín hiệu trở lại.
- Nhựa sau khi được phun vào khuôn bắt đầu được làm mát bởi bộ điều khiển nhiệt độ (Q5) nước làm mát khuôn đến nhiệt độ cài đặt cho phép (có thể cài đặt được).
- Sau đó khuôn bắt đầu mở ra bởi động cơ (Q6). Khi khuôn mở sản phẩm được đẩy ra bởi động cơ (Q7) rơi xuống băng tải (Q13) chảy vào thùng hàng (băng tải luôn chạy kể từ khi ấn nút Start) qua cảm biến chuyển động (CB3) có tín hiệu cấp cho tay máy robot.
- Tay máy robot ở trạng thái ban đầu là vị trí trên nóc khuôn cảm biến (CB4 / CB6) luôn có tín hiệu. Khi nhận được tín hiệu của (CB3) tay máy di chuyển xuống bởi xilanh khí nén (Q8) khi đến vị trí gắp cảm biến dưới (CB5) tác động thì kẹp phần nhựa thừa, khi đã kẹp cảm biến kẹp (CB8) tác động thì nâng tay gắp lên đến vị trí trên thì di chuyển tay gắp sang phải. khi tay gắp đã sang phải vị trí máy nghiền cảm biến phải tác động (CB7) thì thả nhựa thừa vào máy nghiền, sau khi thả thì tay gắp di chuyển sang trái về vị trí chờ.
- Máy nghiền (Q11) và hút nghiền (Q12) luôn hoạt động kể từ khi ấn nút Start.
- Nhựa thừa sau khi nghiền sẽ được hút lại vào máy sấy bằng động cơ (Q12) để tiếp tục tái chế. Kết thúc 1 chu trình làm việc.
Thông tin file chạy
- Phần mềm hỗ trợ: Tia portal V16 trở lên
- Chạy được mô phỏng trên PLC SIM
- Chạy được mô phỏng trên WinCC Advance (Trong Tia)
Hướng dẫn mở file và cài phần mềm
- Hướng dẫn mở file: Hướng dẫn mở file chạy Tia portal
- Hướng dẫn cài phần mềm Tia V16: Hướng dẫn tải phần mềm Tia V16 và cài đặt
Video hướng dẫn
| File chạy | Mua, Không |
|---|---|
| Đấu nối phần cứng (Autocad) | Mua, Không |
Sản phẩm tương tự
-
Giảm giá!

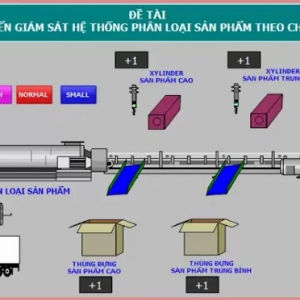
Phân loại sản phẩm theo chiều cao Tia Portal + PLC S71200
Giá gốc là: 50,000₫.30,000₫Giá hiện tại là: 30,000₫. Mua file -
Giảm giá!
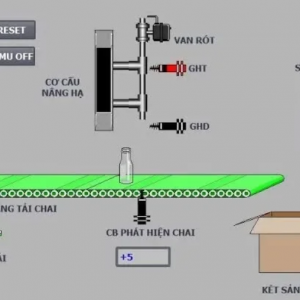
Chiết rót sản phẩm – Tia portal V15.1 + PLC S71200
Giá gốc là: 50,000₫.30,000₫Giá hiện tại là: 30,000₫. Mua file -
Giảm giá!
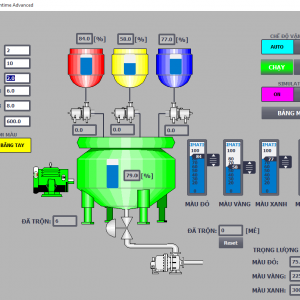
Pha màu tự động – Tia Portal + PLC S71200
Giá gốc là: 50,000₫.30,000₫Giá hiện tại là: 30,000₫. Mua file


Đánh giá
Chưa có đánh giá nào.