
– File chạy Tia portal V15.1 trở lên
– Lập trình trên PLC S7-1200
– Hỗ trợ khi lỗi qua zalo 0904 701 605
– File cập nhật năm 2024
Giảm giá!
Tay gắp sản phẩm – Tia portal V15.1 + PLC S71200
20,000₫ – 150,000₫

Khi đã đảm bảo cánh tay gắp ở vị trí chờ tức là công tắc hành trình vị trí chờ của trục X,Y,Z tác động thì nhấn nút START.
Bước 1: Cánh tay trục X di chuyển từ vị trí chờ đến vị trị làm việc (vị trí gắp sản phẩm).
Bước 2: Khi công tắc hành trình cánh tay trục X ở vị trí làm việc tác động tức là cánh tay trục X đã đến vị trí làm việc thì dừng tác động xi lanh trục X, sau đó tác động xi lanh trục Y di chuyển đi xuống (từ vị trí chờ đến vị trí làm việc)
Bước 3: Khi công tắc hành trình cánh tay trục Y ở vị trí làm việc tác động tức là cánh tay trục Y đã đến vị trí làm việc (vị trí gắp sản phẩm), thì tác động dừng xi lanh trục Y.
Bước 4: Tiến hành mở khuôn, khi cảm biến đã mở khuôn tác động thì thực hiện gắp sản phẩm (Xilanh kẹp sản phẩm tác động).
Bước 5: Sau khi cảm biến đã kẹp sản phẩm tác động thì cánh tay gắp trục Y di chuyển đi lên về vị trí chờ.
Bước 6: Khi công tắc hành trình cánh tay trục Y ở vị trí chờ tác động tức là cánh tay trục Y đã thu hồi về vị trí chờ, lúc này tác động xi lanh trục Z để di chuyển cánh tay đến vị trí thả sản phẩm.
Bước 7: Khi công tắc hành trình cánh tay trục Z ở vị trí làm việc tác động tức là cánh tay trục Z đã đến vị trí làm việc (vị trí thả sản phẩm). lúc này tác động xi lanh trục Y di chuyển đi xuống.
Bước 8: Khi công tắc hành trình cánh tay trục Y ở vị trí làm việc tác động tức là cánh tay trục Y đã đến vị làm việc (vị trí thả sản phẩm), thì tác động dừng xi lanh trục Y đồng thời nhả kẹp thả sản phẩm.
Bước 9: Sau khi cảm biến đã kẹp sản phẩm ngừng tác động (tức là đã thả sản phẩm) thì tác động xi lanh trục Y di chuyển đi lên.
Bước 10: Khi công tắc hành trình cánh tay trục Y ở vị trí chờ tác động tức là cánh tay trục Y đã thu hồi về vị trí chờ, lúc này tác động xi lanh trục X để di chuyển cánh tay đến vị trí chờ của trục X.
Bước 11: Khi công tắc hành trình cánh tay trục X ở vị trí chờ tác động tức là cánh tay trục X đã thu hồi về vị trí chờ, lúc này tác động xi lanh trục Z để di chuyển cánh tay đến vị trí chờ của trục Z.
Bước 12: Khi cánh tay trục Z đã thu hồi về vị trí chờ (tức là công tắc hành trình vị trí chờ của trục Z tác động) thì dừng xi lanh thu hồi trục Z, kết thúc một chu trình. Quá trình lại lặp lại từ bước 1 cho công việc gắp các sản phẩm sau.
Thông tin file chạy
- Phần mềm hỗ trợ: Tia portal V15.1 trở lên
- Chạy được mô phỏng trên PLC SIM
- Chạy được mô phỏng trên WinCC Advance (Trong Tia)
Hướng dẫn mở file và cài phần mềm
- Hướng dẫn mở file: Hướng dẫn mở file chạy Tia portal
- Hướng dẫn cài phần mềm Tia V15.1: Hướng dẫn tải phần mềm Tia V15.1 và cài đặt
Video hướng dẫn
| File chạy | Mua, Không |
|---|---|
| Đấu nối + Lưu đồ thuật toán | Mua, Không |
| File Word (Full đồ án) | Mua, Không |
Sản phẩm tương tự
-
Giảm giá!

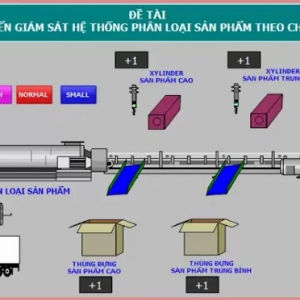
Phân loại sản phẩm theo chiều cao Tia Portal + PLC S71200
Giá gốc là: 50,000₫.30,000₫Giá hiện tại là: 30,000₫. Mua file -
Giảm giá!
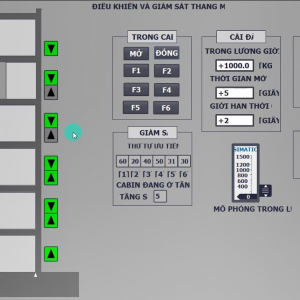
Thang máy 6 tầng – Tia portal V15.1 + PLC S71200
30,000₫ – 120,000₫ Mua file Sản phẩm này có nhiều biến thể. Các tùy chọn có thể được chọn trên trang sản phẩm -
Giảm giá!
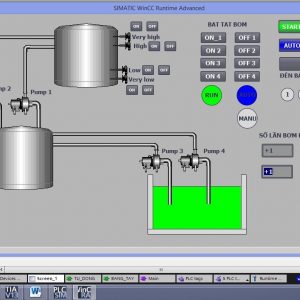
Cấp nước tòa nhà – Tia portal và PLC S71200
Giá gốc là: 50,000₫.30,000₫Giá hiện tại là: 30,000₫. Mua file


Đánh giá
Chưa có đánh giá nào.